Hdpe Boru Alın Kaynak Süreleri

Polibor

Polibor
Alin Kaynak Makinasi
Alin Kaynak Metodu Boru Kaynak Makinalari

Alin Kaynak Metodu
Alin Kaynak Metodu Boru Kaynak Makinalari

Alın kaynak makinası çeşitleri.
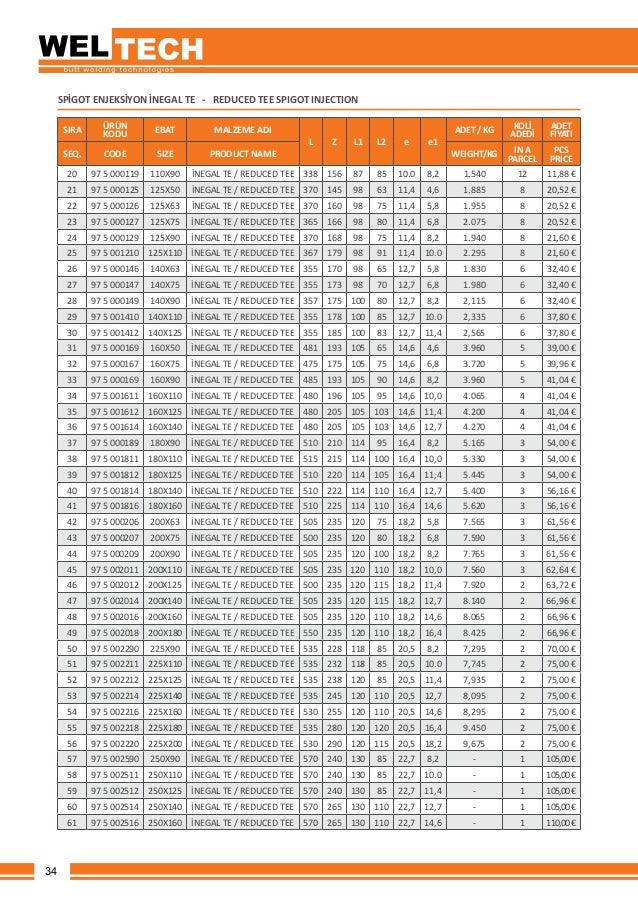
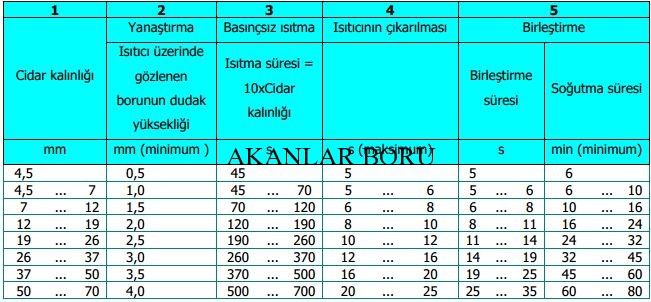
Hdpe boru alın kaynak süreleri. 3 kaynak yapılacak ek parçalar ambalajından kaynak aşamasında çıkarılarak kaynak. 32 bar pn32 atü boru et kalınlığına kadar kaynatabilmektedir kullanımı basittir ve işe hazırlamak için çok zaman istemez. 90 532 283 01 62 alın kaynak makinaları çalışma şekillerine göre. Turan makina olarak istanbul da bulunan fabrikamızda polietilen alin kaynak makinalari üretmekteyiz detaylı bilgi almak için bize ulaşabilirsiniz.
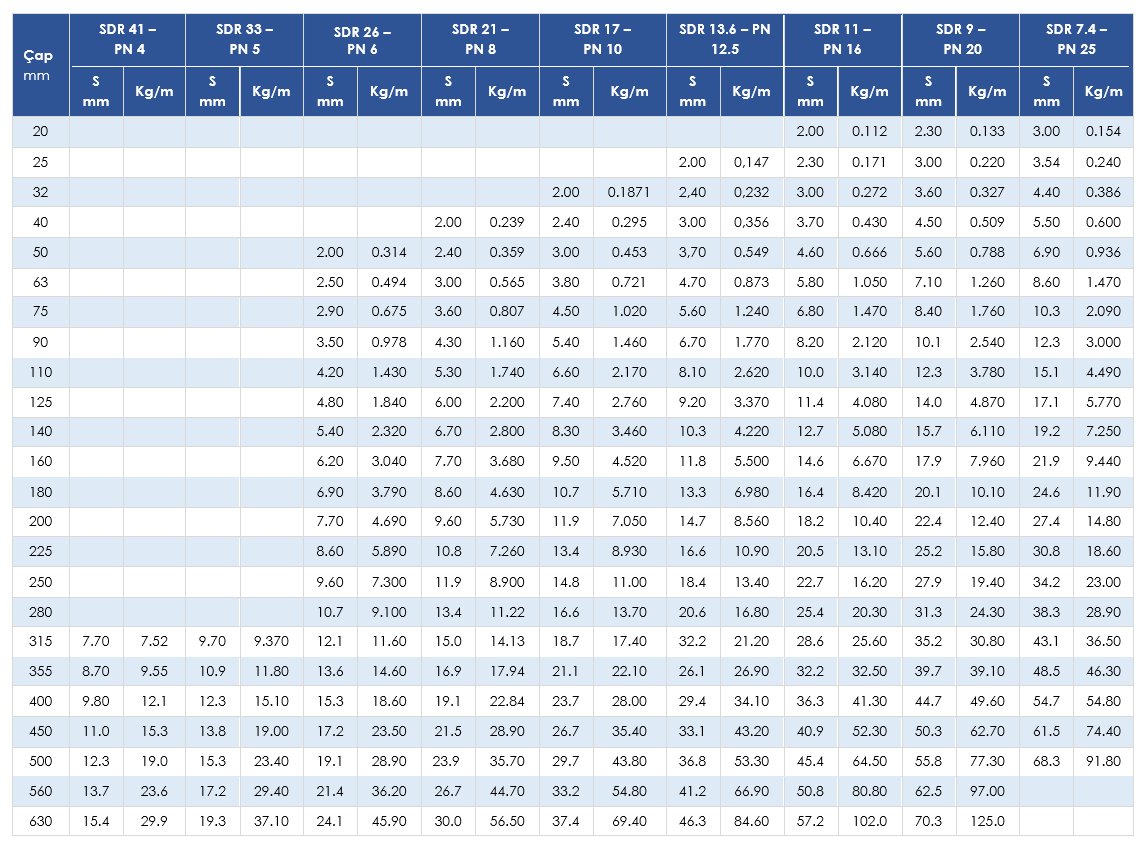
Boru çapı büyüdükçe süre doğru orantılı olarak artar. Elektrofüzyon ek parçalar alın kaynak makinaları ve flanşlar gibi ürün yelpazesi geniş olan turan makina istanbulda olan fabrikasında ürünlerini üretmektedir. Tam hidrolik yarı hidrolik en çok tercih edilen model yarı hidrolik olandır ve manuel olmak üzere 3 çeşit olarak üretilmektedir. Spigot sp alın kaynak ek parçalar sp flanş adaptörü hdpe adaptör çelik geçiş parçası pe uyumlu flanş polietilen boru için flanş pp kaplı flanş pn10 pn16 pn20 pn25 basınç değerleri için alın kaynak fittings enjeksiyon ek parça açık dirsek kapalı dirsek 90 derece dirsek 45 dirsek sp eşit te spigot redüksiyon çatal ntg.
Alin kaynak makinasi kaynak yapabileceği boru çaplarına göre ise. Hdpe boru fiziksel özellikleri polđetđlen boru kaynak teknolojđler đ yumuşama sıcaklığı 0c 53460 45 75 90 den 105 a 70 dan 80 e 80 den 90 a 60 dan 75 e 0c 0c çalışma koşulları kısa süreli uzun süreli isı geçirgenlik 1 k 20x10 5 20x10 5 katsayısı elastikiyet n mm 2 53457 200 1000 uzama 53455 20 12. Açık ve kapalı mekanlarda kullanılabilir gövdesi küçüktür dar kanalların içinde dahi çalışmaya imkan verir ve sağlamdır. örneğin 1200mm çaplı hdpe borularda 13m uzunlukta 2 boy borunun vinç yardımıyla kaynak makinesine çıkarılması traşlanması ısıtılması kaynatılması soğutulması ve kaynak makinesinden indirilmesi 3 saati bulabilir.
Https Www Masna Com Tr Boru Ekleme Yontemleri Html

Polđetđlen Boru Kaynak Teknolojđlerđ Aday Yapi Plastđk Boru Teknolojđlerđ Hdpe Boru Ozellikleri Pdf Ucretsiz Indirin

Turan Makina Elektrofuzyon Ek Parcalar Ve Alin Kaynak

Ef Manson Turan Makina

Pakpen Pakplast Altyapi Ic Tesisat Boru Sistemleri

Pakpen Pakplast Altyapi Ic Tesisat Boru Sistemleri

Hdpe Boru Birlestirme Yontemleri

Akanlar Boru Polietilen Boru Cozum Merkezi
Hdpe Pe 100 Borular
Https Www Ugetam Istanbul Wp Content Uploads 2017 05 35 Mart 2016 3 Bask C4 B1 Polietilen Boru Kaynak C3 A7 C4 B1s C4 B1 Pdf

Polđetđlen Boru Kaynak Teknolojđlerđ Aday Yapi Plastđk Boru Teknolojđlerđ Hdpe Boru Ozellikleri Pdf Ucretsiz Indirin

Polietilen Borularin Kaynak Islemi Polietilen Borulari Kaynaklama Talimatlari Kendin Yap

Alin Kaynak Makinasi Polibor
Alin Kaynak Metodu Boru Kaynak Makinalari

Polđetđlen Boru Kaynak Teknolojđlerđ Aday Yapi Plastđk Boru Teknolojđlerđ Hdpe Boru Ozellikleri Pdf Ucretsiz Indirin

1600 2000 Mm Alin Kaynak Makinasi Boru Kaynak Makinalari

Altyapi Katalogu Ww Polibor Com Tr Pdf Free Download

Polibor

Www Yenibitpazari Com Spot Urun Toptan Urun Ikinci El Kiralik Takas En Ucuz Fiyatlar Ucuz Urun

Alin Kaynak Iscilik Fiyatlari Fuzyon Kaynak Iscilik

Butt Welding Machines

Ikinci El Alin Kaynak Makinesi

Boru Kaynak Makinalari Hdpe Boru Alin Kaynak Makinalari Elektrofuzyon Ef Kaynak Makina Satis Kiralama Uygulama Ikinci El Makina Satis

Alin Kaynak Makinalari Satis Ve Uygulama Servis Bakim Onarim Akanlar Boru Makina
